Грат при резке плазмой: как настроить ЧПУ для идеального реза
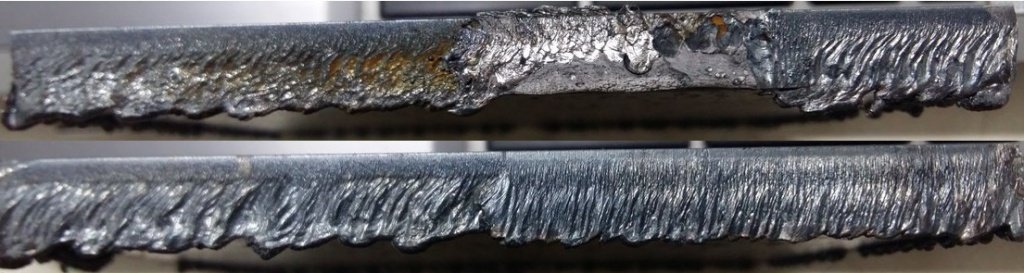
Плазменная резка с ЧПУ — это высокоэффективный метод обработки металла, но одним из распространенных дефектов при таком способе резки является грат (или окалина). Это наплывы металла на кромках реза, ухудшающие качество изделия. В этой статье разберем, почему образуется грат и как его минимизировать.
Причины образования грата при плазменной резке
1. Неправильные параметры резки
- Слишком высокая или низкая сила тока – при завышенной мощности металл перегревается и разбрызгивается, а при недостаточной – не прорезается полностью, образуя наплывы.
- Неправильная скорость движения резака – если скорость слишком мала, металл плавится избыточно; если слишком велика – рез получается неполным.
Электроды и сопла со временем изнашиваются, что приводит к ухудшению качества плазменной дуги и увеличению грата.
3. Неверный выбор газа
Использование неподходящего плазмообразующего газа (например, воздуха вместо азота или аргона для некоторых металлов) может ухудшить качество реза.
4. Неправильный зазор между соплом и металлом
Слишком большое или малое расстояние нарушает стабильность дуги, что приводит к образованию окалины.
5. Загрязнения и окислы на металле
Ржавчина, краска или масло на поверхности заготовки могут ухудшить качество реза.
Как уменьшить грат при плазменной резке?
1. Оптимизация режимов резки
- Подберите правильную силу тока в зависимости от толщины металла.
- Установите оптимальную скорость движения резака (рекомендуется тестировать на образцах).
Следите за состоянием электродов, сопел и защитных колпачков, меняйте их при первых признаках износа.
3. Использование правильного газа
- Для низкоуглеродистой стали лучше подходит воздух или кислород.
- Для нержавеющей стали и алюминия используйте азот или аргон-водородные смеси.
Поддерживайте расстояние 2–5 мм (зависит от установки). Автоматические системы THC (Torch Height Control) помогают стабилизировать зазор.
5. Подготовка металла перед резкой
Очищайте поверхность от окалины, масла и краски перед резкой.
6. Применение технологии вторичного поджига дуги (пирсинг)
При резке толстого металла используйте постепенное заглубление, чтобы избежать выброса расплава.
7. Использование ЧПУ с автоматической регулировкой
Современные CNC-контроллеры позволяют точно настраивать параметры, минимизируя человеческий фактор.
Грат при плазменной резке — это следствие неправильных настроек, износа оборудования или неверной подготовки металла. Чтобы уменьшить его образование, важно оптимизировать параметры резки, следить за состоянием расходников и использовать подходящие газы. Регулярное обслуживание оборудования и тестовые прогоны помогут добиться чистого реза без окалины.